ФњЕБЧАЮЛжУЃКЪзвГ зЈвЕжЦЭМ CAXAЪ§ПиГЕ2024АВзААќЯТди

РраЭЃКзЈвЕжЦЭМ АцБОЃКWindows64ЮЛАц
ДѓаЁЃК503.3M ЪБМфЃК2026-04-08
CAXA CAMЪ§ПиГЕ2024е§ЪНАцЪЧвЛПюШкКЯЖўЮЌЭМаЮЩшМЦгыЪ§ПиГЕДВБрГЬЕФзЈвЕШэМўЃЌЙЙНЈСЫДгЭМаЮЩшМЦЕНМгЙЄДњТыЩњГЩЕФвЛЬхЛЏНтОіЗНАИЁЃЬсЙЉЗсИЛЕФМгЙЄВпТдЃЌКИЧДжГЕЁЂОЋГЕЁЂЧаВлЁЂТнЮЦМгЙЄЕШЖржжГЕЯїЗНЪНЃЌМЏГЩТжРЊГЕЕЖЁЂЧаВлЕЖОпЁЂТнЮЦГЕЕЖМАзъПзЕЖОпЫФРрЕЖОпЙмРэЙІФмЃЁ

1.ЯТдиЭъГЩКѓЃЌЪѓБъгвЛїЁОCAXA CAM Ъ§ПиГЕ 2024ЁПбЙЫѕАќЃЌбЁдёЁОНтбЙжСДЫДІЁП
2.ДђПЊНтбЙКѓЕФЮФМўМаЃЌЪѓБъгвЛїЁОSetupЁПбЁдёЁОвдЙмРэдБЩэЗндЫааЁП
3.ЕуЛїЁОOKЁП

4.ЕуЛїЁОЯТвЛВНЁП
5.ЕуЛїЁОЮвНгЪмЁП
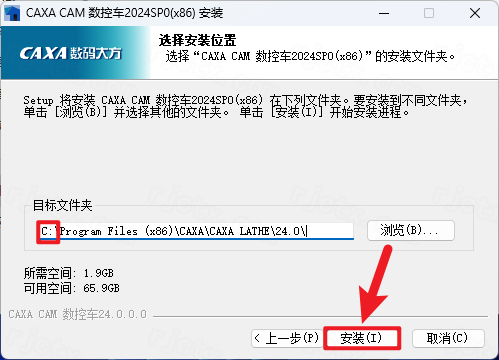
6.аоИФТЗОЖЕижЗжаЕФЕквЛИізжЗћCПЩИќИФАВзАЮЛжУЃЈШчЃКАбCИФЮЊDШэМўНЋАВзАЕНDХЬЃЉЃЌЕуЛїЁОАВзАЁП
7.АВзАжаЁ
8.ЕуЛїЁОЭъГЩЁП
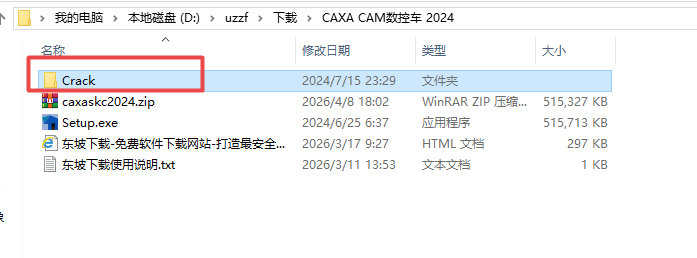
9.ДђПЊАВзААќНтбЙКѓЕФЁОCAXA CAMЪ§ПиГЕ 2024(64bit)ЁПЮФМўМаЃЌЫЋЛїДђПЊЁОCrackЁПЮФМўМа
10.ЪѓБъгвЛїЁОDrawLib.dllЁПбЁдёЁОИДжЦЁП
11.ЪѓБъгвЛїзРУцЁОCAXA CAMЪ§ПиГЕ 2024ЁПЭМБъбЁдёЁОДђПЊЮФМўЫљдкЕФЮЛжУЁП
12.ЪѓБъгвЛїПеАзДІбЁдёЁОеГЬљЁП

13.ЕуЛїЁОЬцЛЛФПБъжаЕФЮФМўЁП
14.ЫЋЛїзРУцЁОCAXA CAMЪ§ПиГЕ 2024ЁЁПЭМБъЦєЖЏШэМў
15.АВзАЭъГЩ
ЕЅЮЛЛЛЫуЛњжЦ(G98vsG99)
G98(УПЗжНјИј)ЃКЕЅЮЛЪЧmm/minЁЃ
G99(УПзЊНјИј)ЃКЕЅЮЛЪЧmm/rЁЃ
ЛЛЫуЙЋЪНЃКF(mm/min)=F(mm/r)ЁСжїжсзЊЫйSЁЃ
двђЗжЮіЃКШчЙћФудкШэМўжаЩшжУЕФНјИјЫйЖШЪЧЛљгкG98ТпМЕФЃЈР§Шч200mm/minЃЉЃЌЖјЯЕЭГЛђКѓжУДІРэдкЪфГіG99ЪБУЛгае§ШЗНјааГ§ЗЈЛЛЫуЃЈГ§вдзЊЫйSЃЉЃЌЛђепФуЕФзЊЫйSЧЁКУЪЧ1ЃЌЯЕЭГПЩФмЛсжБНгЪфГіећЪ§ЁЃИќГЃМћЕФЧщПіЪЧЃЌШэМўФкВПМЦЫуГіЕФУПзЊНјИјСПЧЁКУЪЧвЛИіећЪ§ЃЈР§ШчS=1000,F=200mm/min->0.2mm/rЃЌШєS=200,F=200mm/min->1mm/rЃЉЃЌДЫЪБЯЕЭГПЩФмЪЁТдаЁЪ§ЕуЁЃ
КѓжУДІРэЩшжУ(Post-Processing)
CAXAЕФGДњТыЩњГЩвРРЕгкКѓжУДІРэЦїЁЃШчЙћКѓжУХфжУжаЙигкFжИСюЕФИёЪНБЛЩшЖЈЮЊЁАећЪ§ЪфГіЁБЛђЁАЪЁТдаЁЪ§ЕуЁБЃЌОЭЛсГіЯжетжжЧщПіЁЃ
НтОіЗНЗЈЃКМьВщКѓжУДІРэЩшжУжаЕФЁАДњТыИёЪНЁБЛђЁАFжИСюЖЈвхЁБЁЃЭЈГЃFжЕдкG99ФЃЪНЯТгІИУБЃСє3-4ЮЛаЁЪ§ЃЈШчF0.200ЃЉЁЃ
ЛњДВВЮЪ§ЦЅХф
ВПЗжЛњДВЯЕЭГЃЈШчФГаЉЙуЪ§ЛђРЯЪНЯЕЭГЃЉдкG99ФЃЪНЯТПЩФмНгЪмећЪ§ЪфШыЃЈЪгзїЮЂУзЛђЦфЫћЕЅЮЛЃЉЃЌЕЋетдкБъзМISOДњТыжаЪЧВЛЙцЗЖЕФЁЃНЈвщгХЯШМьВщШэМўФкЕФНјИјВЮЪ§ЩшжУЪЧЗёбЁдёСЫЁАmm/rЁБЁЃ
зМБИЙЄзїЃКШЗБЃТжРЊЗтБе
дкЪАШЁжЎЧАЃЌБиаыШЗБЃФуЕФМгЙЄТжРЊЃЈОЋМгЙЄЯпЃЉКЭУЋХїТжРЊЯпЪЧСЌајЧвЗтБеЕФЃЌжаМфВЛФмгаЖЯЕуЁЃ
ЖЈвхМгЙЄВЮЪ§гыЕЖОп
ЕуЛїВЫЕЅРИЕФЁОМгЙЄЁПЛђЙЄОпРИЩЯЕФЯргІЭМБъЃЈШчЁАТжРЊДжГЕЁБЁЂЁАТжРЊОЋГЕЁБЃЉЁЃ
дкЕЏГіЕФЁАМгЙЄВЮЪ§ЁБЖдЛАПђжаЃЌЬюаДЧаЯїЩюЖШЁЂНјИјЫйЖШЕШВЮЪ§ЁЃ
бЁдёЛђЖЈвхвЛАбЕЖОпЃЈШч90ЖШЭтдВЕЖЃЉЁЃ
ЪАШЁТжРЊЃЈЙиМќВНжшЃЉ
ЩшжУКУВЮЪ§КѓЃЌЪѓБъЙтБъЛсБфГЩЪАШЁзДЬЌЁЃ
ЕквЛВНЃКЪАШЁМгЙЄТжРЊЯпЁЃАДееМ§ЭЗжИЪОЕФЗНЯђЃЈЭЈГЃЪЧЫГзХЧаЯїЗНЯђЃЉЃЌвРДЮЕуЛїЙЙГЩСуМўзюжеаЮзДЕФЯпЬѕЃЈжБЯпЁЂдВЛЁЕШЃЉЁЃ
ЕкЖўВНЃКЪАШЁУЋХїТжРЊЯпЃЈШчЙћашвЊЃЉЁЃЖдгкДжМгЙЄЃЌЯЕЭГЭЈГЃЛсЬсЪОФубЁдёУЋХїБпНчЁЃ
ЪАШЁЭъГЩКѓЃЌЕуЛїЪѓБъгвМќШЗШЯЁЃ
ЩњГЩЙьМЃ
ЯЕЭГЛсздЖЏМЦЫуВЂЩњГЩЕЖОпЙьМЃЁЃФуПЩвдПДЕНЦСФЛЩЯГіЯжСЫащЯпЛђВЪЩЋЕФЕЖТЗЁЃ
НЈвщЩњГЩКѓСЂМДНјааЁАЙьМЃЗТецЁБЃЌМьВщЪЧЗёгаЙ§ЧаЛђПезпЕЖЯжЯѓЁЃ
вЛЁЂCADЛцЭМЙІФм
ЛљДЁЛцЭМЃКЬсЙЉжБЯпЁЂдВЁЂдВЛЁЁЂОиаЮЁЂЖрБпаЮЕШЛљБОЭМаЮЛцжЦЙЄОпЃЌжЇГжПз/жсЁЂГнТжЁЂЙЋЪНЧњЯпЕШзЈвЕЛцЭМЙІФмЁЃ
ЭМаЮБрМдіЧПЃЈ2024АцБОжиЕуЃЉЃК
ЬсЩ§ЬиЖЈГЁОАЯТВУМєВйзїаЇТЪ
ЩОГ§жиЯпЙІФмдіЧП
ЖрдВНЧЁЂЖрЕЙНЧЙІФмдіЧП
НЛЕуДђЖЯЙІФмдіЧП
ЖрЖЮЯпКЯВЂЙІФмдіЧП
Ъ§ОнНгПкЃКжЇГжDXFЁЂIGESЕШИёЪНгыЦфЫћЯЕЭГНЛЛЛЪ§ОнЃЌПЩЛцжЦШЮвтИДдгЭМаЮЁЃ
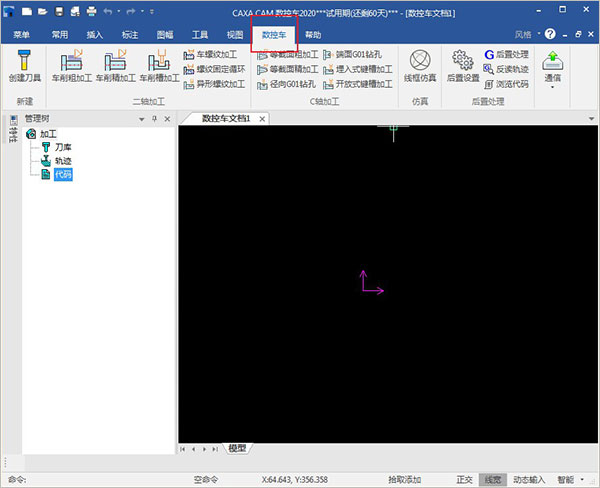
ЖўЁЂCAMМгЙЄВпТд
ТжРЊДжГЕЃКгУгкЙЄМўЭтТжРЊЁЂФкТжРЊКЭЖЫУцЕФДжГЕМгЙЄЃЌПьЫйЧхГ§УЋХїгрСПЁЃжЇГжЙеНЧЙ§ЖЩЗНЪНЃЈдВЛЁ/МтНЧЃЉЁЂЗДЯђзпЕЖЁЂЯъЯИИЩЩцМьВщЕШЙІФмЁЃ
ТжРЊОЋГЕЃКЪЕЯжЙЄМўЭтТжРЊЁЂФкТжРЊКЭЖЫУцЕФОЋГЕМгЙЄЃЌБЃжЄМгЙЄОЋЖШКЭБэУцжЪСПЁЃ
ЖЏЬЌГЕЯїЃЈ2024АцБОаТдіЃЉЃКИпаЇГЕЯїДжМгЙЄЖЏЬЌГЕЯїВпТдЃЌГфЗжРћгУЛњДВКЭЕЖОпадФмЃЌЬсИпГЕЯїМгЙЄаЇТЪЁЃ
ЧаЖЯВпТдЃЈ2024АцБОаТдіЃЉЃКдіМгЧаЖЯЙьМЃБрГЬЙІФмЃЌЭЈЙ§ЪАШЁЕуЮЛжУздЖЏЩњГЩЧаЖЯГЬађЃЌПЩЩшжУНјЕЖдіСПЁЂЖЯаМЭЫЕЖОрРыЕШЁЃ
ЧаВлМгЙЄЃК2024АцБОгХЛЏСЫВлМгЙЄЙІФмЃЌДжМгЙЄгыОЋМгЙЄВЮЪ§жаЕФЁАЕзУцгрСПЁБЁАзѓВргрСПЁБЁАгвВргрСПЁБПЩЕЅЖРПижЦЃЌЪЕЯжШ§ИіУцЖРСЂЩшжУгрСПЃЛЕквЛДЮНјЕЖПЩЕЅЖРПижЦНЕЫйЁЃ
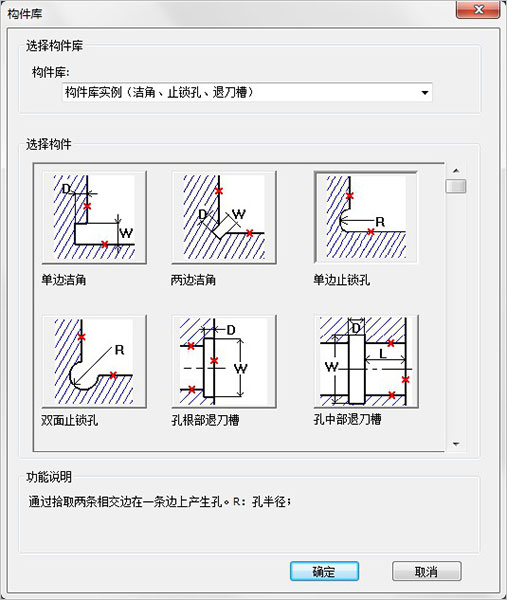
ТнЮЦМгЙЄЃКгХЛЏТнЮЦМгЙЄCжсЪфГіЙІФмЃЌжЇГжЗЧЙЬЖЈбЛЗЗНЪНКЭЙЬЖЈбЛЗЗНЪНЁЃ
зъПзМгЙЄЃКдкЙЄМўа§зЊжааФзъПзЃЌЬсЙЉЖржжзъПзЗНЪНЁЃ
CжсМгЙЄЃКАќРЈCжсПЬзжМгЙЄЃЈ2024АцБОгХЛЏЃЉЁЂЕШНиУцДжОЋМгЙЄЁЂМќВлМгЙЄЁЂЖЫУцЧјгђМгЙЄЕШЁЃ
Ш§ЁЂЕЖОпПтЙмРэ
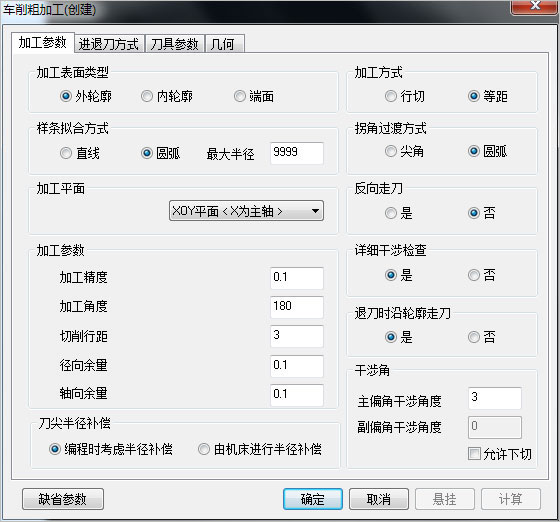
ЬсЙЉЫФжжЕЖОпРраЭЙмРэЃК
ТжРЊГЕЕЖЃКЩшжУЕЖОпУћЁЂЕЖОпКХЁЂЕЖОпВЙГЅКХЁЂЕЖМтАыОЖЁЂЕЖОпЧАНЧЕШ
ЧаВлЕЖОпЃКЩшжУЕЖОпГЄЖШЁЂЕЖБњПэЖШЁЂЕЖМтАыОЖЁЂЕЖОпв§НЧЕШ
зъПзЕЖОпЃКЩшжУЕЖОпАыОЖЁЂЕЖМтНЧЖШЁЂЕЖШаГЄЖШЕШ
ТнЮЦГЕЕЖЃКЩшжУЕЖБњГпДчЁЂЕЖШаПэЖШЁЂЕЖОпНЧЖШЁЂЕЖМтПэЖШЕШ
гУЛЇПЩздЖЈвхЗЧБъЕЖОпКЭГЩаЭЕЖОпЃЌЛцжЦИїжжРраЭЕЖОпгУгкБрГЬМгЙЄЁЃ
ЫФЁЂМгЙЄЗТецгыбщжЄ
ЙьМЃЗТецЃКЖдвбгаМгЙЄЙьМЃНјааМгЙЄЙ§ГЬФЃФтЃЌМьВщЙьМЃе§ШЗад
ДњТыЗДЖСЃКбщжЄЩњГЩЕФGДњТыЪЧЗёе§ШЗ
ХізВМьВщЃКМьВщЕЖОпгыЙЄМўЁЂМаОпЕФИЩЩцЧщПі
ЮхЁЂКѓжУДІРэгыДњТыЪфГі
ЭЈгУКѓжУДІРэЃКжЇГжFANUCЁЂSIEMENSЕШЖржжжїСїЛњДВПижЦЯЕЭГЃЌЮоашЩњГЩжаМфЮФМўМДПЩжБНгЪфГіGДњТыЁЃ
КѓжУЩшжУЙЄОпЃКгУЛЇПЩздЖЈвхЯЕЭГВЮЪ§ЃЌТњзуВЛЭЌЛњДВЕФДњТыИёЪНвЊЧѓЁЃ
ЖргябджЇГжЃК2024АцБОЬсЙЉгЂЮФАцАВзААќЃЌЗНБуЙњМЪгУЛЇЪЙгУЁЃ
СљЁЂЙмРэЪїЙЄОп
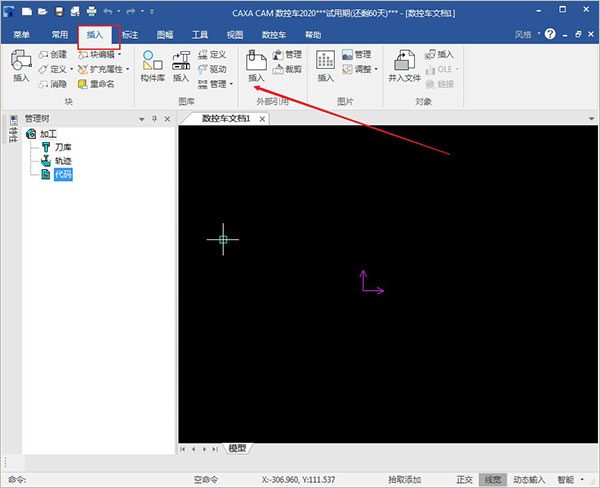
ЙмРэЪївдЪїаЮЭМаЮЪНеЙЪОЕБЧАЮФЕЕЕФЕЖОпЁЂУЋХїЁЂЙьМЃЁЂДњТыЕШаХЯЂЃЌАќКЌЁАМгЙЄЁБзмНкЕуЃЌЯТЩшЁАЕЖПтЁБЁАУЋХїЁБЁАЙьМЃЁБЁАДњТыЁБЫФИізгНкЕуЃЌжЇГжЪїЩЯВйзїЙІФмЁЃ
ЦпЁЂДњТыДЋЪф
жЇГжДњТыЮФМўвЛМќЗЂЫЭЕНЖржжЪ§ПиЯЕЭГЃЌШЁДњжНжЪГЬађДЋЕнКЭЪжЖЏЪфШыЃЌЫѕЖЬЩшБИзМБИЪБМфЁЃ
АЫЁЂгУЛЇЬхбщ
ШЋжаЮФWindowsНчУцЃЌаЮЯѓЛЏЭМБъВЫЕЅЃЌЖРгаЕФСЂМДВЫЕЅВЂааВйзїЗНЪНЃЌЗћКЯЙњФкЙЄГЬЪІЩшМЦЯАЙпЁЃ
ЙиБеЩБЖОШэМўНјааАВзАКЭМЄЛюЃЌИНДјМЄЛюВЙЖЁЃЌЧыАДееМЄЛюНЬГЬЕФУПвЛВННјааАВзАЃЌЗёдђПЩФмАВзАЪЇАмЁЃ
БОЕиЯТдиПЈЖйЕФгУЛЇЃЌЭЦМіПЩвдЪЙгУвГУцЕФЭјХЬЯТдиСДНгЬјзЊЭјХЬИпЫйЯТдиЁЃ





2022R5 ЙйЗНзюаТАц")























6.02 УтЗбАц")
12 ККЛЏАцвЛМќАВзА")








