您当前位置:首页 专业制图 moldflow insight 2024下载安装

类型:专业制图 版本:正式版
大小:4.40G 时间:2026-03-27
Autodesk moldflow insight 2024中文版是一款专为注塑成型打造的数字化验证平台,助您在开模前精准预判并优化零件、模具及工装设计。通过高精度模拟塑料熔体的流动行为,它能有效规避缩痕、气穴、熔接线等成型缺陷,大幅降低试模成本。
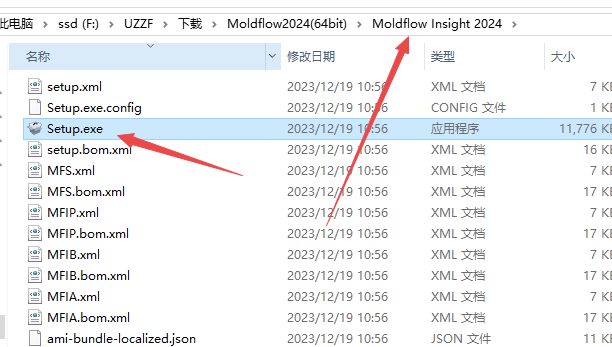
1、下载压缩包打开选择里面的setup程序进行安装
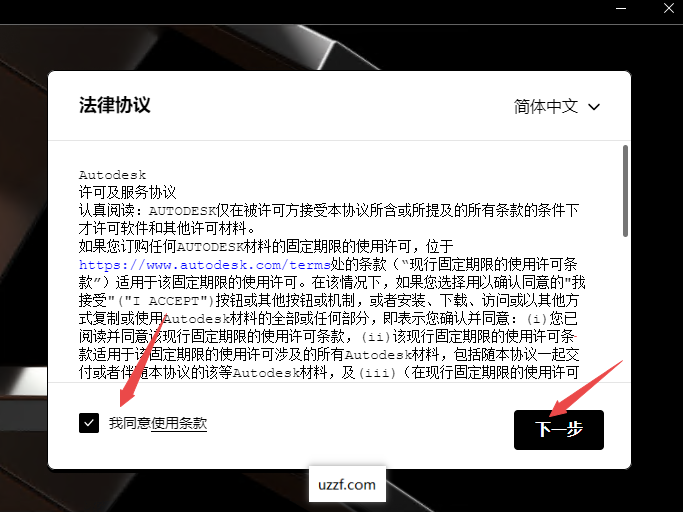
2、然后选择同意继续下一步
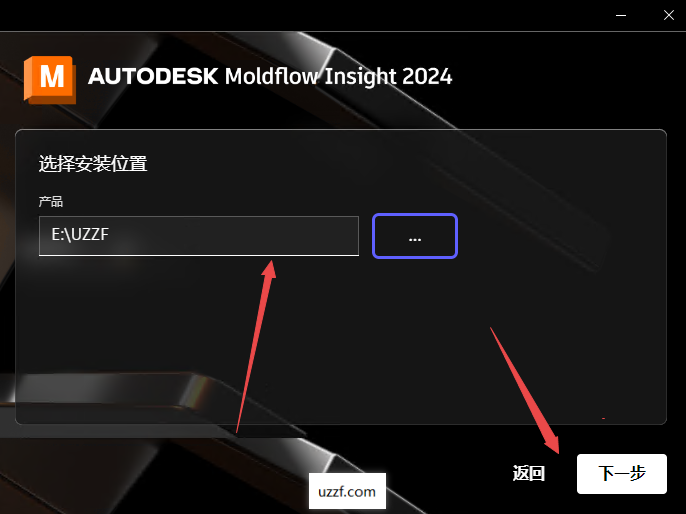
3、选择安装位置然后继续
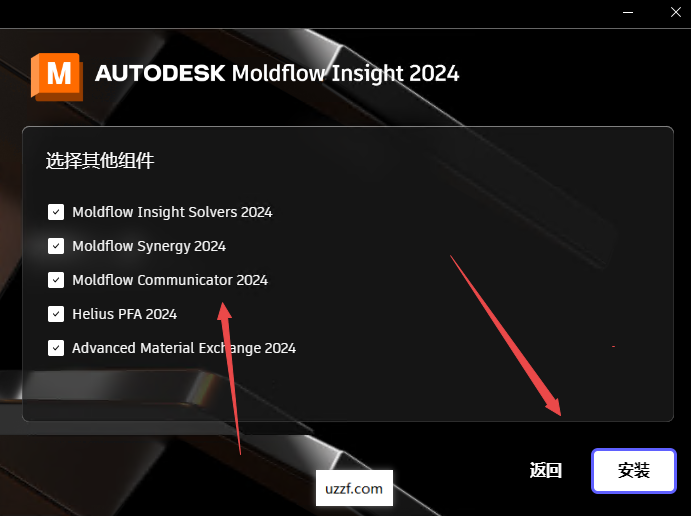
4、然后选择你需要的组件然后继续
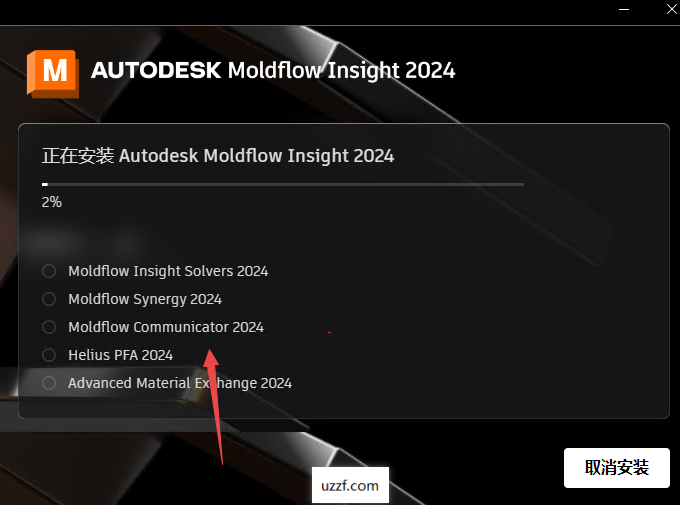
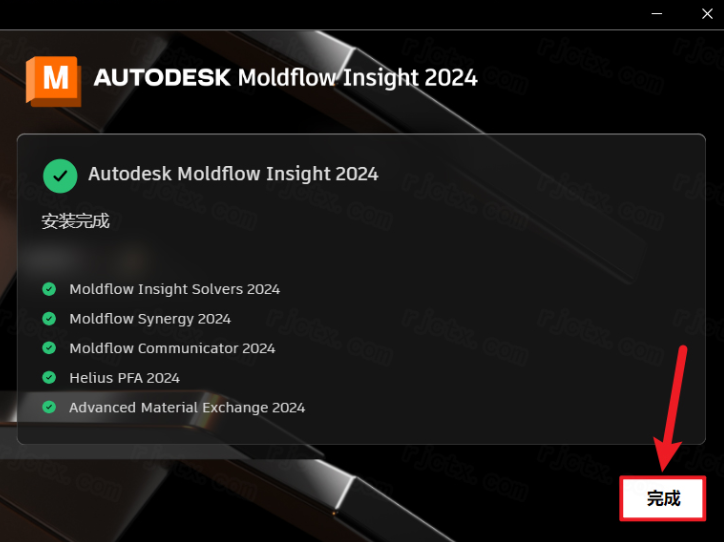
5、耐心等待安装完成
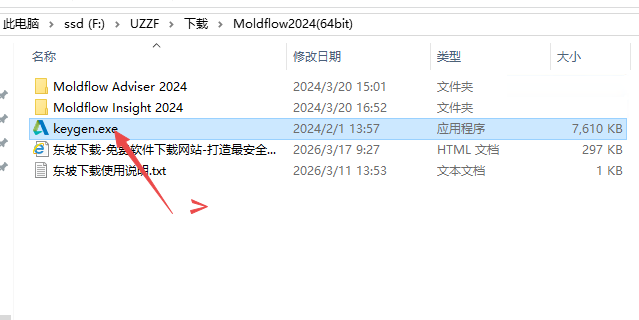
6、安装完成后打开激活工具
7、返回文件夹找到keygen.exe程序
8、打开软件即可自动激活,等待图下弹窗出现即可激活成功
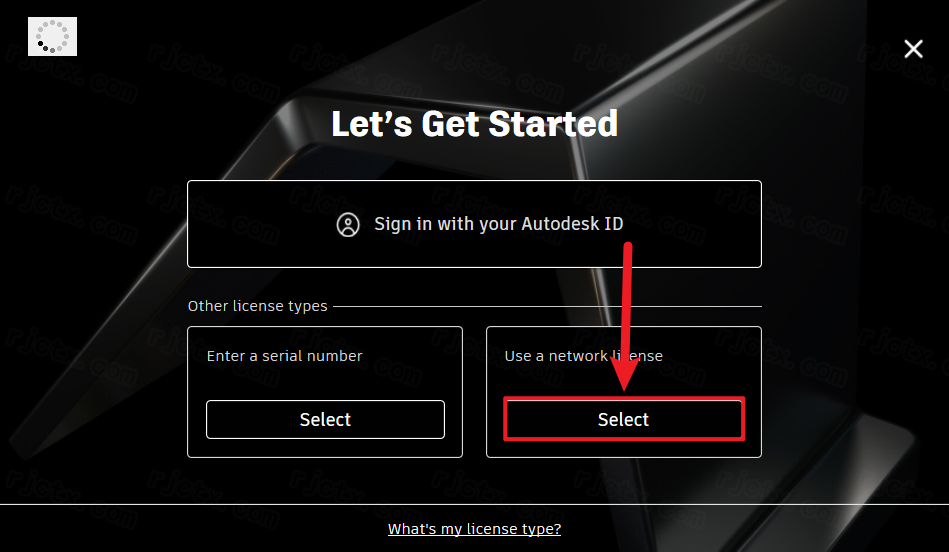
9、然后打开软件启动,然后选择使用网络许可即可免费使用
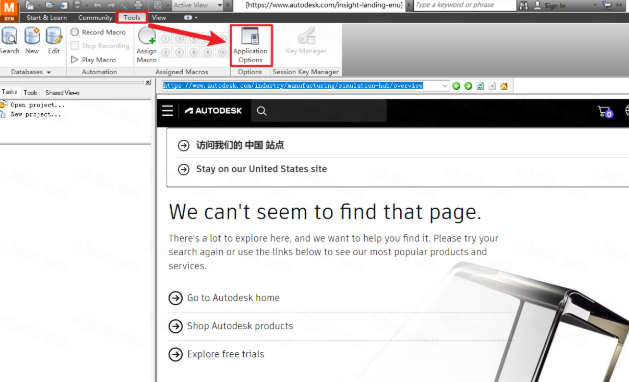
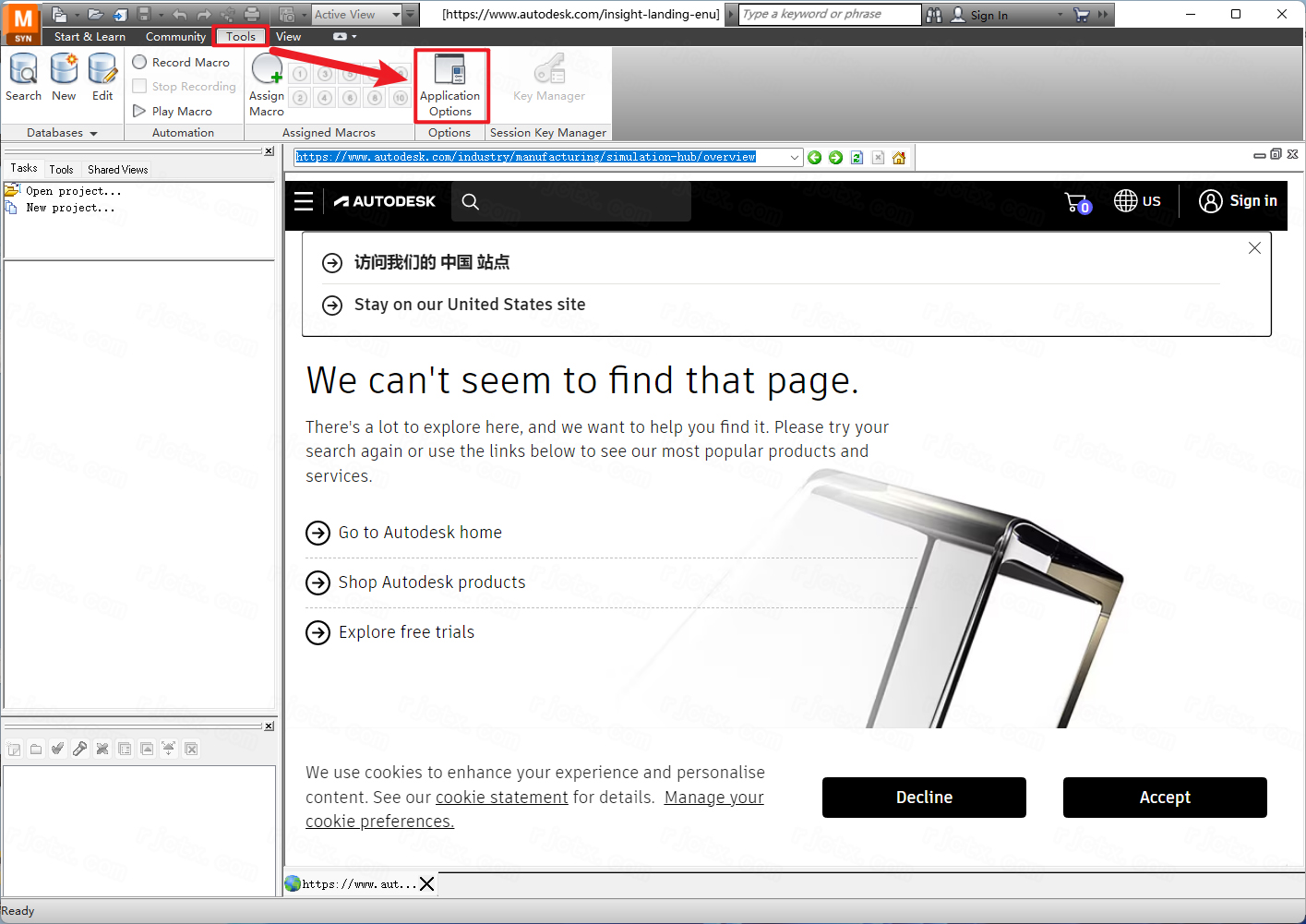
10、点击软件菜单栏中的【Tools】,点击【Application Options Options】
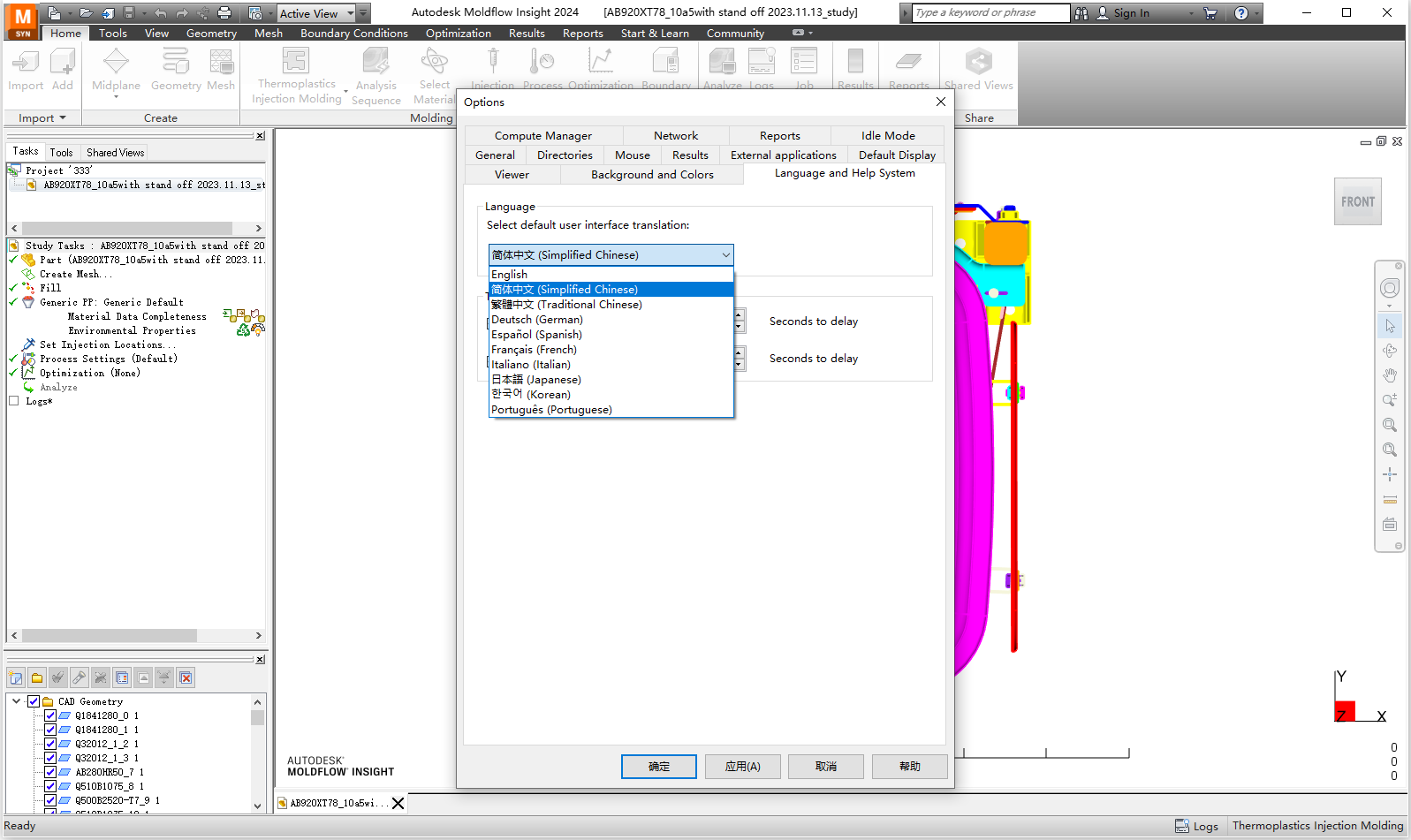
11、点击【Language and Help System】,选择【简体中文】,点击【确定】
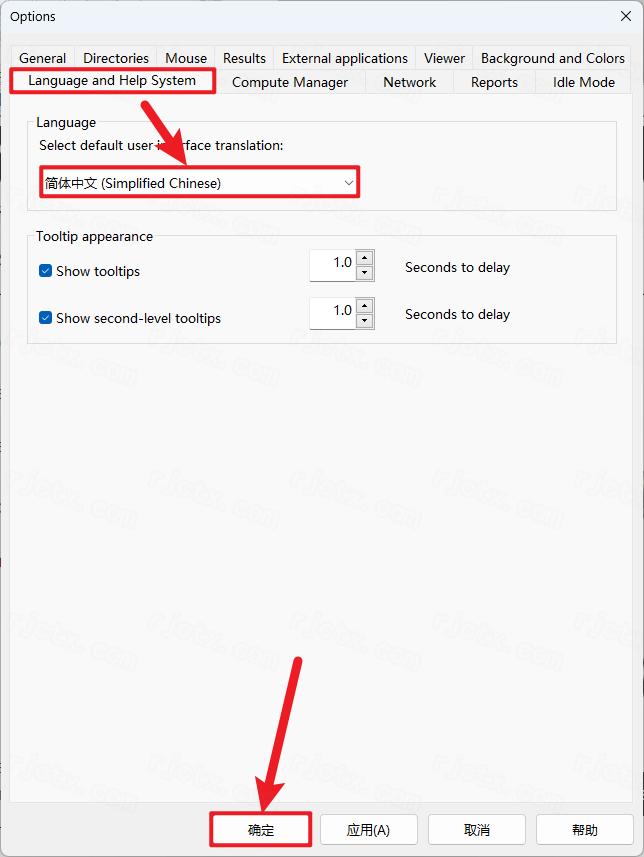
12、点击【确定】后重启软件
13、安装完成
MoldflowInsight2024的变形(翘曲)结果解读,关键在于理解变形形态与变形量两个维度。
一、查看变形结果
分析完成后,在结果列表中找到“变形,所有效应”(Deflection,alleffects),双击打开。这是综合考虑了收缩、分子取向、冷却不均等因素后的总变形结果。
二、判断变形类型
1.识别是否发生屈曲(挫曲)
对于薄壁件,需要先判断零件是否发生屈曲(即受压失稳)。查看分析日志文件(Log)中的特征值:
特征值<1.0:零件已发生屈曲,变形呈现非线性形态(如翘曲、鞍形)
特征值在1.0-1.5之间:零件处于临界状态,建议启用“大变形”分析
特征值>1.5:零件稳定,可使用“小变形”结果
Moldflow2024版在工艺设置中提供了“屈曲”分析选项,对于怀疑可能失稳的零件,可主动选择该分析类型。
3.解读变形云图
变形结果通常以云图形式显示,红色区域表示变形量最大,蓝色区域变形量较小。重点关注:
最大变形位置:是否在关键配合面或外观面上
变形方向:通过动画播放,观察是翘曲、扭转还是收缩变形
三、区分各变形分量
Moldflow提供多个分解结果,帮助定位变形原因:
变形,差异收缩:因壁厚不均或保压不足导致的收缩差异
变形,取向效应:分子/纤维取向不均引起的变形
变形,冷却不均:模具冷却系统设计不当导致的温度差异变形
对比各分量的贡献大小,可以快速定位变形的主因。
四、2024版本新特性:STAMP模型
MoldflowInsight2024正式发布了STAMP(收缩测试调整的机械性能)收缩模型,可显著提高3D网格的翘曲预测精度。
对于纤维增强材料和非纤维填充材料,STAMP模型通过测量收缩数据校准材料机械性能,使预测结果更接近实际成型。在材料数据对话框的“收缩特性”选项卡中选择“STAMP”即可启用。
注意:双层面/中性面分析与3D分析的翘曲结果可能存在差异,这是因为两者的网格模型不同――3D网格包含零件厚度方向的完整信息,而双层面只有曲面信息。
收缩率分析主要用于确定模具型腔的放大比例(缩水率)。
核心指标:体积收缩率
这是评估收缩最直观的指标。
查看路径:分析结果列表>体积收缩率。
解读标准:
<2%:理想状态,产品表面通常无明显缩痕。
2%-5%:风险区域,厚壁处可能出现轻微凹陷。
>5%:高风险,极易产生缩孔或严重缩痕,需优化保压或产品结构。
关注均匀性:收缩率数值的差异比绝对值更重要。如果零件各区域收缩率差异过大(如浇口处与末端差异大),会导致严重的翘曲。
专用功能:收缩分析
除了查看云图,Moldflow还提供了专门的计算功能。
操作:在分析序列中选择“收缩分析”或在结果中查找相关数据。
作用:该功能可计算X、Y、Z方向的推荐收缩容差,帮助确定模具型腔的具体尺寸放大比例。对于纤维填充材料(各向异性收缩),需特别关注流动方向与垂直方向收缩率的差异。
关联缺陷:缩痕深度
直接查看“缩痕深度”结果,软件会预测表面凹陷的具体数值(mm)。通常深度超过0.07mm在自然光下肉眼即不可接受。
阅读报告时,应遵循“由表及里、由缺陷到工艺”的逻辑:
第一步:检查成型窗口与填充情况
填充时间:检查流动前沿是否平衡。如果最后填充区域不在预期的排气位置,可能存在困气风险。
注射压力:确认最大注射压力是否在注塑机能力范围内(通常建议不超过机器最大压力的80%)。
第二步:评估质量缺陷(缩痕、气穴、熔接线)
气穴:查看气穴位置是否在模具分型面或顶针位置,以便开设排气槽。
熔接线:检查熔接线是否出现在受力区域或外观面。若强度要求高,需通过调整浇口位置来移动熔接线。
缩痕指数:结合前述的体积收缩率,定位高风险区域。
第三步:工艺可行性(冷却与翘曲)
冷却时间:这是决定生产效率的关键。查看“达到顶出温度的时间”,找出冷却最慢的“热点”,这通常是优化水路布局的重点。
翘曲变形:查看总变形量是否超出图纸公差。如果变形过大,需回溯检查收缩率是否均匀,或冷却是否均衡。
第四步:总结与建议
优秀的报告不仅仅是罗列云图,而是要给出结论。例如:“建议在筋条根部增加冷却水路以降低缩痕风险”或“建议将浇口移至非外观面以消除熔接线”。
总结建议:在MoldflowInsight2024中,建议优先使用3D网格进行收缩和翘曲分析,因为相比双层面网格,3D求解器(特别是结合STAMP模型)能更准确地捕捉厚壁零件的厚度方向收缩行为。
关闭杀毒软件进行安装和激活,请按照激活教程的每一步进行安装,否则可能安装失败。





2022R5 官方最新版")








最新版")









支持( 0 ) 盖楼(回复)
支持( 0 ) 盖楼(回复)